Hospital-acquired infections remain a major concern for healthcare systems across the world. Even after proper sterilization, medical instruments can become contaminated if the packaging protecting them fails during storage, handling, or transportation. A small tear, a weak seal, or exposure to moisture can compromise sterile products and pose serious safety risks to healthcare providers and patients.
This is why packaging materials are so important in the medical industry. Sterile medical products require a strong protective barrier that keeps bacteria, dust, and environmental contaminants away until the moment of use. Reliable medical wrapping paper helps maintain that protection throughout the supply chain while supporting smooth handling inside hospitals and manufacturing facilities.
Heathcare manufacturers and packaging teams also pay close attention to packaging consistency because even minor material failures can affect infection control standards. Strong wrapping paper improves operational efficiency, reduces packaging damage, and supports safer medical practices across healthcare environments.
Why Packaging Quality Directly Affects Infection Control
One of the biggest reasons why reliable medical wrapping paper is essential for infection control is its ability to act as a protective barrier.
Sterility depends on consistency at every stage of packaging and storage. Medical products are transported across multiple locations before reaching hospitals, laboratories, or healthcare facilities. Packaging materials, therefore, need to maintain their integrity throughout the entire process.
Reliable wrapping paper prevents exposure to bacteria, moisture, dust, and handling-related contamination. Strong packaging also helps maintain sterility for longer periods, reducing the risk of infection from damaged or poorly sealed packaging.
Healthcare facilities rely heavily on dependable packaging because infection control protocols leave very little room for error. Packaging failures can affect product safety, increase waste, and create operational challenges for healthcare providers.
Strong Dry and Wet Strength Supports Safe Handling
Medical packaging materials often go through demanding sterilization and storage conditions. Exposure to steam, pressure, and moisture can weaken ordinary paper products.
Exceptional dry and wet strength is therefore one of the most important qualities in medical-grade wrapping paper. Strong fibers help maintain the packaging’s structure during sterilization cycles and transportation.
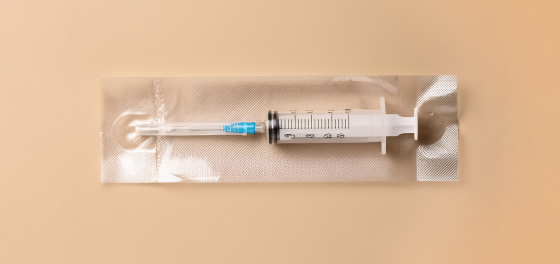
This becomes especially important in applications such as syringe packaging, where product safety directly affects patient care. Packaging damage in sterile products can create immediate infection risks and increase product rejection rates.
Packaging teams handling medical products often prefer materials that withstand repeated handling and storage without compromising seal integrity. Strong wrapping paper also supports safer handling for healthcare staff working in fast-paced environments.
Heat Sealability and Sterilization Compatibility Matter
Medical packaging must remain securely sealed until the product is opened for use. Poor sealing performance can expose sterile products to contaminants during transportation or storage.
High-quality medical papers offer superior heat sealability, enabling manufacturers to create strong, consistent package seals with clean peel-off performance. Smooth opening is particularly important in surgical and clinical environments where hygiene standards must be maintained carefully.
Reliable medical wrapping paper also needs to support multiple sterilization methods, including ETO, Gamma, and Steam. Consistent performance during these processes helps manufacturers reduce packaging failures and maintain infection control standards more effectively.
Several healthcare packaging manufacturers today also evaluate materials based on strength, sealability, hygiene standards, and sustainability performance. Siripac paper from Pudumjee Paper is designed for medical packaging applications requiring exceptional dry and wet strength, superior heat sealability with clean peel-off performance, compatibility with ETO, Gamma, and Steam sterilization, and effective lamination with poly structures. Produced under hygienic and ISO-compliant conditions, the paper also supports sustainability goals through biodegradable and compostable properties.
Hygienic Manufacturing Supports Safer Packaging
The manufacturing process behind medical packaging materials also contributes to infection prevention.
Medical-grade papers produced under hygienic, ISO-compliant conditions help reduce contamination risks from the outset of the supply chain. Clean production environments support better quality, consistency, and safer packaging performance for healthcare applications.
Healthcare manufacturers and institutional buyers often evaluate packaging materials very closely because consistent paper quality directly affects sterile safety during storage and handling.
Sustainability Is Also Becoming Important
Healthcare packaging discussions now include sustainability alongside infection control and product safety. Many healthcare organizations are seeking materials that reduce environmental impact while maintaining strict hygiene and performance standards.
Biodegradable and compostable paper solutions help support responsible packaging practices across the healthcare industry. Applications involving interleaving paper underscore the importance of reliable paper solutions for protecting delicate medical materials during storage and transportation.
Reliable Packaging Strengthens Infection Control
Infection control depends on several systems working together properly, including sterilization equipment, hygiene protocols, trained staff, and packaging materials.
Reliable medical wrapping paper plays a direct role in protecting sterile medical products from contamination. Strong barrier protection, excellent sealability, sterilization compatibility, hygienic manufacturing standards, and sustainable performance all contribute to safer healthcare operations.
Healthcare manufacturers and institutional buyers continue to prioritize dependable packaging materials because consistent packaging performance ultimately supports better efficiency, reduced contamination risks, and improved patient safety.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}